钣金之后剩余的不规则四边形怎么封闭面
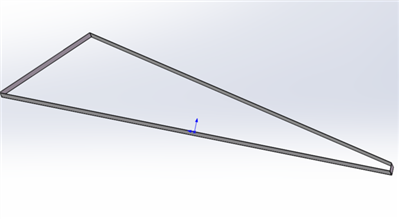
刚开始从事钣金加工时,对于封闭折弯认为是不可能的,除非用专业模具(好像也很难)。后来有机会接触过一些钣金件,就是封闭折弯设计,而且还是用折弯机加工出来的。感觉很神奇,和小伙伴一起分析了一下,认为钣金折弯还是可以做到的,今天写出来大家一块学习。分享三种认为可行的方法,下面一一列出。 案例: 不是所有的封闭折弯都是一样,根据记忆,用SW临时画出我所见的封闭折弯示意图。见下图: 第一种方法: 上面的图片,就是当时我看到的钣金件。是机箱机柜上的一个门板。这样设计起到加强的作用,相当于增加了一个方管。分析这个封闭折弯能实现的关键点:就在于图中的一排长圆孔。为什么呢?因为有了这排长圆孔,一般的折弯刀,都不用特殊模具就可以加工出来。具体怎么实现,还是上图(图片借用网络大神绘制的),看步骤。第一步到第三步都是正常折弯,有一定经验的折弯师傅都能折出。第四步就是利用钣金件上的长圆孔,因为那块的强度是最弱的。可以人工把长圆孔位置掰弯或折弯机压个45度。第五步用折弯机完成,注意折弯避位,是可以折出来的。折完第五道弯时,再人工修平第四步的弯曲变形,可以用锤子敲,或用压平刀压一下。有经验的折弯师傅说:校不平的,因为底面贴死了,没有过度变形还是会有缝隙的。对的,实际上,修完还会有缝隙,这时在焊接一下,是两条边焊接在一起就不会开了。完成上面所有步骤,基本就可以达到目的了。 第二种方法: 如果做不好的话,这样的折弯效果不好。长圆孔处会有变形,凹陷,效果不是很满意。如果是喷塑件的话,没有多大关系,后面喷塑前刮腻子就能修补好了。若果是不锈钢件或不进行表面处理的钣金件怎么办?网络大神还画出了,不用开长圆孔预先反折弯的加工方法。见下图,第三步先不折到90度,第四步用大弯刀折弯到位,第五步用折弯刀压第三步没有折到位的角度。最后用压平刀整形的解决方案。当时我们厂没有压平刀,都从来没去想过。汗! 第三种方法: 还有一种方案,就是刨槽。刨槽可能有些钣金厂没有接触过,我也是后来才接触。简单的说,就是在折弯线的位置,用刨削加工的方法,加工出一个V槽来。要留一些板厚,不能刨透。一般留0.4倍的板厚就可以了。因为刨槽后,这条折弯线很容易弯曲。上图第三步可以一次折弯到90度,下面的步骤都不用了。把最后一道弯,因为已经刨槽了,手工折弯或用橡皮锤整形折弯就可以了。相对来讲,折弯步骤简单,只是需要先行刨槽。还有就是最后一道弯,因为刨槽后,折弯圆角会比前面三道折弯圆角小,外观效果不太一样。 关于钣金上面图片中的封闭折弯方法就介绍这么多,每种方法都有自己的局限性。这里只是开拓思路,希望能起到举一反三的作用。另外,还有好多不同形式的封闭折弯或尺寸不同,上面的方法受到限制,不一定都适用.